
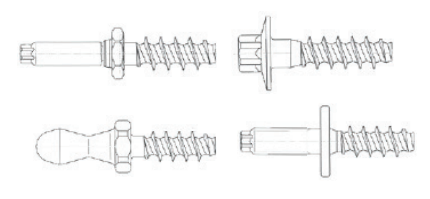
Polymate30 Screw
is engineered for direct assembly of thin walled and flat designed thermoplastic components.
Direct assembly using the Polymate30 Screw makes thin walled and flat designs possible. This leads to material savings and reduced cycle times during injection moulding. Therefore, the quality of the Polymate30 joint and the fastening component, translates into a considerable cost saving overall.
- Low radial force equals low radial stress
- Large axial component for optimum material flow into the recessed thread root
- Larger thread bearing depth for increased load-carrying capacity
- Lower installation torque because of smaller leverage with the same displacement volume
The boss geometry should correspond to the depicted design recommendation. If residual stress, cavities, sink marks, expanded injection cycles, etc. due to different wall thicknesses are possible, the cross-section of the boss has to be changed.
The shear stress occurring in the boss during assembly may not inadmissibly expand, and for that reason the following sequence should be adhered to:
- Decrease external boss diameter
- Increase screw hole diameter. This leads to a decrease of axial load capacity, which can be compensated with
- Increased installation depth, to transfer the required strength grades
In case of these changes, a part evaluation should always be carried out
- Zinc-plated, blue passivated
- Zinc blue / thick film passivation
- Zinc / thick film passivation
- ZnFe, ZnNi, clear passivated (with and without sealing / Top Coat)
- ZnFe, ZnNi, black passivated (with and without sealing / Top Coat)
- Zinc flake coating (with and without sealing / Top Coat) silver and black)
- Additional coating options upon request
- Through hardened steel
- Stainlees Steel and
- other materials upon request
- 950 Echo Lan, Suite 220
Houston, Texas 77024 - +1 832-871-5481
- us@kebafastenings.com
USA
- Königstrasse 10C
Stuttgart, Germany 70173 - +49 711 2225 4129
- de@kebafastenings.com
GERMANY
- Kozyatagi Mah. Degirmen Sok.
AR Plaza No: 13/3,
Istanbul Turkey 34742 - +90 216 418 55 79
- tr@kebafastenings.com