
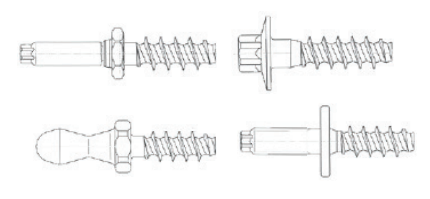
Vis Polymate30
La Vis Autoformeuse Pour Thermoplastiques
L’assemblage direct avec la Polymate30 rend possible des designs plats et paroi mince. Cela conduit à l’économie de matière et temps de cycle réduit pendant la moulage par injection. Donc, la qualité de Polymate30 joint et le component de fixation permet une réduction des coûts considérable.
- Force radiale minimal est égale à un stress radiale minimal
- Grand component axial pour écoulement optimal du matériau dans le fond du filetage en retrait
- Grande profondeur de filetage pour un mieux capacité portante.
- Couple d’installation réduit en raison d’un levier plus faible avec le même volume de déplacement.
La géométrie faut correspondre à la recommandation de conception illustrée. Si le stress résiduel, les cavités, les marques d’éviers, les cycles d’injection élargis, etc. sont possibles pour des épaisseurs de paroi différente, seulement le couple transversal de la tête doit être changé.
La contrainte de cisaillement se produisant dans le bossage lors de l’assemblage peut ne pas s’étendre de façon inadmissible, et pour cette raison, la séquence suivante doit être respectée :
- Diminuer le diamètre du bossage externe
- Augmenter le diamètre du trou de vis. Cela conduit pour une diminution sur la capacité axiale de charge, qui peut être compensé par
- Profondeur d’installation augmentée pour transférer le degré de résistance requis. Dans un cas de changement, une évolution de la pièce doit toujours être effectuée.
- zingué, bleu passivé
- zinc bleu / passivation en couches épaisses
- zinc / passivation en couches épaisses
- ZnFe, ZnNi, passivé clair (avec et sans scellage / revêtement supérieur)
- ZnFe, ZnNi, passivé noir (avec et sans scellage / revêtement supérieur)
- Revêtements de zinc lamellaire (avec et sans scellage / revêtement supérieur / argent et noir)
- Options de revêtement supplémentaires sur demande
- Through hardened steel
- Stainlees Steel and
- other materials upon request
- 950 Echo Lan, Suite 220
Houston, Texas 77024 - +1 832-871-5481
- us@kebafastenings.com
USA
- Königstrasse 10C
Stuttgart, Germany 70173 - +49 711 2225 4129
- de@kebafastenings.com
GERMANY
- Kozyatagi Mah. Degirmen Sok.
AR Plaza No: 13/3,
Istanbul Turkey 34742 - +90 216 418 55 79
- tr@kebafastenings.com