A fastener failure rarely starts at final assembly. It usually starts much earlier – when a screw is treated like a commodity part, when clamp load is estimated instead of engineered, or when a joint is expected to perform across vibration, heat, and mixed materials without being designed for those conditions. The top fastener mistakes in manufacturing are not limited to obvious defects. More often, they come from small specification gaps that multiply into scrap, warranty exposure, rework, and avoidable downtime.
For procurement teams and manufacturing engineers, that matters because a low-cost fastener can become a high-cost problem very quickly. Joint reliability affects assembly speed, field performance, maintenance intervals, and product safety. When fastening is approached as an engineered system rather than a line item, many recurring production issues become preventable.
Why top fastener mistakes in manufacturing keep happening
Most fastening problems are not caused by a single bad decision. They happen when design intent, material behavior, installation practice, and sourcing standards are not aligned. A fastener may be dimensionally correct but still wrong for the substrate, the torque window, or the service environment.
This is especially common in multi-material assemblies. Plastics, light alloys, sheet metal, and hardened steel all respond differently to thread engagement, clamp force, and repeated loading. A fastener that performs well in one application may strip, loosen, gall, or crack in another. That is why standardization helps, but overstandardization can also create risk when the application needs something more specific.
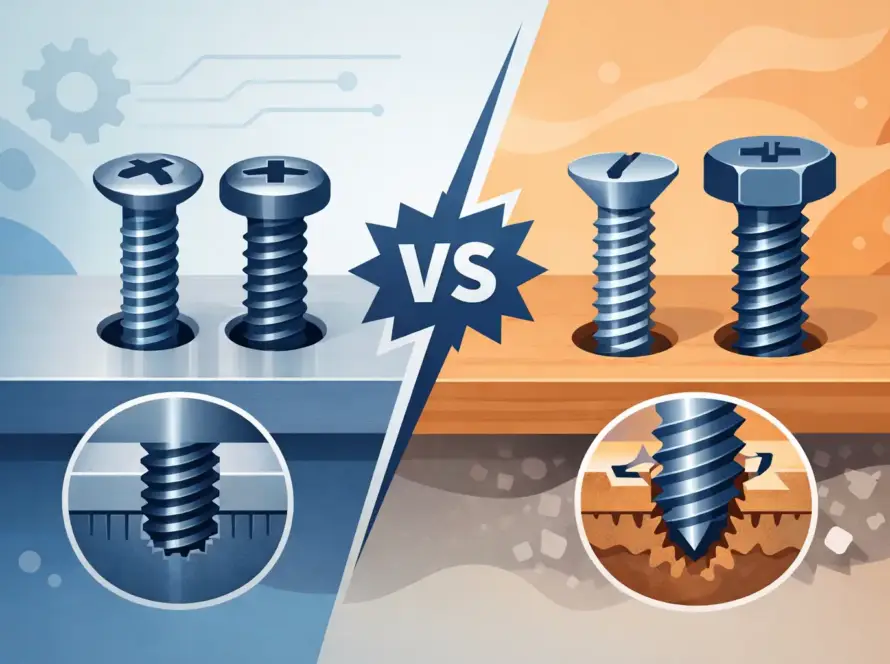
1. Treating all fasteners as interchangeable
This is one of the most expensive assumptions on a production floor. Two screws may share the same nominal diameter and length, yet behave very differently once installed. Thread geometry, point style, drive system, coating, hardness, and head design all influence assembly performance.
A common example is using a general-purpose machine screw where a thread-forming screw for thermoplastics would produce better retention and lower boss stress. Another is specifying a standard bolt in a high-vibration assembly that really needs anti-loosening performance built into the joint strategy. Interchangeability looks efficient in purchasing, but it can create inconsistency in installation torque, seating behavior, and long-term clamp load.
The better approach is application matching. Fastener selection should reflect the material, joint geometry, service loads, and assembly method rather than relying on dimensional similarity alone.
2. Designing around torque without understanding clamp load
Torque is easy to specify and easy to measure, which is why many teams use it as the main control variable. The problem is that torque is only an indirect way to achieve clamp load. Friction under the head, in the threads, and across surface coatings can change the relationship significantly.
That means two joints tightened to the same torque can produce very different preload levels. In safety-critical or vibration-prone assemblies, that variation can become a direct reliability issue. Too little clamp load increases the risk of loosening and separation. Too much can stretch the fastener, crush the substrate, or damage threads.
This is where engineering discipline matters. Joint design should start with the required clamp force and operating conditions, then work back to the correct fastener, lubrication state, surface condition, and installation method. Torque still matters, but it should not be treated as the whole specification.
3. Ignoring material compatibility
Fasteners do not perform in isolation. They interact with the materials they join, and those interactions can drive both immediate assembly issues and long-term failures.
In plastics, the wrong thread profile can cause excessive radial stress, cracking, or poor retention after thermal cycling. In light alloys, insufficient engagement or poor hardness balance can strip threads during installation or service. In stainless-to-stainless assemblies, galling can destroy productivity and damage components. In mixed-metal environments, galvanic corrosion may quietly reduce service life.
Material compatibility also includes temperature behavior. Differential thermal expansion changes preload over time, especially in assemblies that combine metal fasteners with polymers or softer substrates. If the joint sees repeated heat cycling, the original tightening condition may not hold. That does not always mean a specialty fastener is required, but it does mean the joint should be evaluated under actual operating conditions rather than at room temperature on a test bench.
4. Underestimating vibration and dynamic loads
Many joints perform acceptably in static testing and then fail in the field because the real application is dynamic. Machinery, transport systems, rail components, engines, pumps, and agricultural equipment all expose fasteners to movement, shock, and load fluctuation.
In these environments, a standard nut-and-bolt approach may not maintain preload. Micro-movement at the interface can reduce friction and allow self-loosening. Once clamp load drops, fatigue risk rises, and the joint begins to degrade faster.
This is one of the clearest areas where specifying for the environment pays off. Anti-vibration bolts, locking nuts, captive solutions, and engineered drive systems can all support better assembly control and better joint retention. The right answer depends on the joint architecture, service access, and maintenance requirements. Some applications need mechanical locking. Others benefit more from controlled preload and better mating surface design. The key is not to assume that standard hardware will survive a demanding duty cycle just because it passed initial assembly.
5. Overlooking installation variables on the production line
A correctly specified fastener can still fail if installation conditions are inconsistent. Tool calibration, drive fit, operator technique, feed orientation, seating speed, and hole quality all affect final joint performance.
This is especially visible in high-volume manufacturing. Bit wear can damage the drive recess and increase cam-out. Poorly controlled speed can overheat plastic during thread forming. Misalignment can cross-thread the joint before the operator notices. In automated assembly, small deviations in presentation or torque reaction can create repeatable defects at scale.
Drive-system selection matters more than many teams realize. A stable, repeatable interface between tool and fastener supports better torque transfer, less recess damage, and more reliable installation. The value is not only in faster assembly. It is in reduced variability across shifts, tools, and production cells.
6. Focusing on unit price instead of total manufacturing cost
Fasteners are often sourced under cost pressure, which is reasonable. But comparing pieces by unit price alone is where many programs lose money. A cheaper fastener that strips more often, installs slower, requires extra washers, or creates field failures is not cheaper in any practical manufacturing sense.
Total cost includes scrap, line stoppages, operator time, maintenance access, warranty claims, and inventory complexity. It also includes whether the fastener improves assembly efficiency. A SEMS screw, for example, may reduce handling steps. A captive screw may simplify serviceability and reduce lost hardware. A compression limiter can protect a plastic assembly from over-compression and improve repeatability.
There is always a trade-off. Not every assembly needs a premium fastening solution. But when the joint is load-bearing, difficult to access, exposed to vibration, or tied to product reliability, low-price sourcing can become a false economy.
7. Waiting too long to involve fastening expertise
Fastener problems are often addressed after failures appear – after strip-out on the line, after loosening in testing, or after service claims start coming back. At that point, the options are narrower and more expensive. Tooling may already be set. Component geometry may already be frozen. Supplier transitions may already be underway.
Earlier technical review changes that. During design and process planning, teams still have room to adjust hole diameters, boss design, grip length, thread engagement, head style, or locking strategy. Those changes can dramatically improve assembly consistency without major downstream disruption.
This is also where supplier capability matters. A fastening partner that understands plastics, sheet metal, turned parts, anti-vibration applications, and customer-specific manufacturing can help prevent specification errors before they become production issues. For OEMs operating across multiple platforms and materials, that support is often more valuable than the part itself.
How to reduce top fastener mistakes in manufacturing
The most effective fix is not a universal product swap. It is a better decision process. Start with the joint requirements, not the catalog shortcut. Define the materials, service loads, thermal conditions, assembly method, maintenance needs, and failure consequences. Then validate the fastener and installation method together.
That process should involve design engineering, manufacturing engineering, quality, and procurement early enough to influence the specification. It should also include real-world testing. Bench torque data is useful, but it does not replace application testing under vibration, temperature cycling, and production-line conditions.
For manufacturers with demanding assemblies, this is where a more engineered sourcing model pays off. Companies such as KEBA Fastenings support that process by aligning product selection, customization, and logistics with actual application requirements rather than treating fastening as a generic purchase category.
The strongest manufacturing joints are usually quiet ones. They do their job without rework, without field callbacks, and without drawing attention on the line. That kind of performance rarely happens by accident. It comes from getting the small fastening decisions right before they turn into expensive ones.